2025-10-11
0
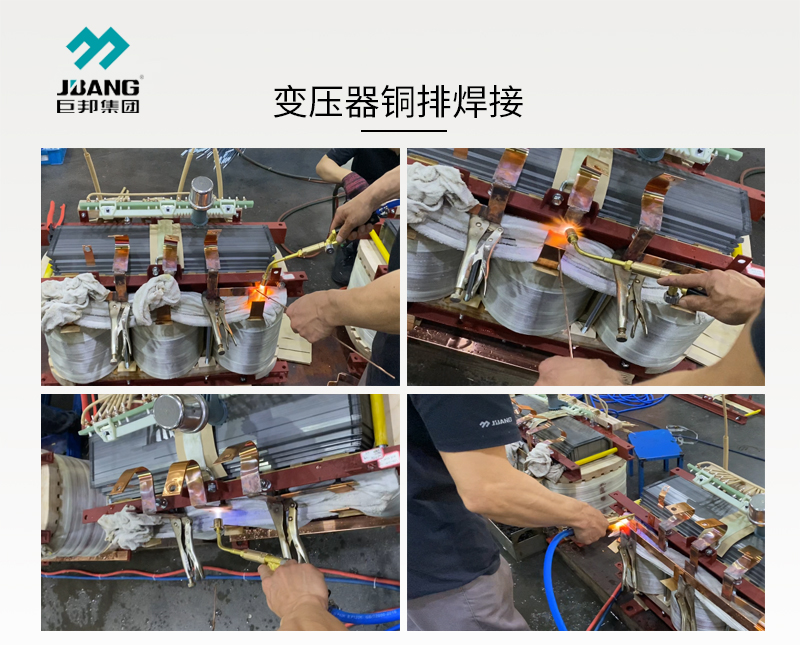
在变压器生产与维护过程中,铜排的焊接质量直接影响设备的导电性能与运行稳定性。传统焊接方式常面临温度控制难、焊接接头易氧化等问题,而氢氧焊机凭借清洁燃烧、温度高的特性,逐渐成为变压器铜排焊接的选择。本文将详细介绍氢氧焊机焊接变压器铜排的核心优势、规范操作流程及关键注意事项,为行业从业者提供实用参考。

材料与设备检查:确认待焊接的变压器铜排规格(如厚度、宽度)与材质,选用匹配的氢氧焊机型号,检查焊机的气体发生装置、火焰喷嘴、压力表等部件是否正常运行,确保气体管路无泄漏。同时,准备好焊接辅助工具,如铜排固定夹具、清洁砂纸、助焊剂(根据铜排材质选择适配类型)、防护装备(耐高温手套、护目镜、防火毯)等。
铜排预处理:使用砂纸打磨铜排焊接部位的表面,去除氧化层、油污及杂质,直至露出金属本色。若铜排拼接处存在毛刺或不平整,需用锉刀修整,保证焊接面贴合紧密。预处理后的铜排需尽快进行焊接,避免再次氧化。
作业环境规划:选择通风良好、无易燃物的作业区域,在周围铺设防火毯,防止焊接过程中火花引燃其他物品。若在变压器内部或密闭空间作业,需做好通风措施,避免氢气积聚,同时配备灭火器材,确保作业安全。
设备调试:启动氢氧焊机,按照铜排焊接需求调节氢气与氧气的混合比例,一般情况下,氢气与氧气的体积比控制在 2:1 左右,通过喷嘴点燃火焰,观察火焰颜色(正常为淡蓝色火焰,无明显黑烟或黄焰),调整火焰大小至适合铜排焊接的范围,确保火焰集中且温度稳定。
铜排固定与定位:用夹具将待焊接的铜排固定在平稳的工作台面上,保证焊接部位对齐,缝隙均匀(缝隙宽度一般不超过 0.5mm,若缝隙过大需填充铜丝)。根据铜排厚度确定焊接顺序,通常从铜排中部向两端焊接,或采用分段焊接方式,减少焊接应力。
火焰加热与焊接:手持氢氧焊机喷嘴,将火焰中心对准铜排焊接部位,保持喷嘴与铜排表面的距离在 5-10mm,均匀加热焊接区域。待铜排焊接部位温度达到焊接温度(铜的焊接温度约为 1083℃,可通过铜排表面颜色变化判断,当表面呈现暗红色时接近焊接温度),加入适量助焊剂,使助焊剂均匀覆盖焊接面,促进焊料流动与焊缝成型。
焊后处理:焊接完成后,待铜排自然冷却至室温(避免快速冷却导致接头开裂),用砂纸清理焊缝表面的残留助焊剂与氧化皮,检查焊缝外观是否平整、无气孔、裂纹等缺陷。若发现焊缝存在瑕疵,需重新加热修复,确保焊接质量达标。
氢氧焊机运行前,需严格检查气体管路的密封性,检测显示屏,是否有报警现象,上方报警灯否亮起,若发现报警泄漏需立即停止使用并检修,防止氢气泄漏引发爆炸风险。
焊接过程中,操作人员需佩戴齐全防护装备,避免火焰灼伤皮肤或强光损伤眼睛。作业区域禁止吸烟,禁止存放易燃易爆物品,焊接完成后需关闭焊机电源与气体阀门,确认无残留火焰后再离开作业现场。
控制焊接温度与加热速度,避免因温度过高导致铜排晶粒粗大,影响机械强度;同时,避免加热速度过快造成焊接部位受热不均,产生内应力。可通过多次试焊调整火焰参数,找到适合当前铜排规格的焊接参数。
选择适配的助焊剂,不同材质的铜排(如紫铜、黄铜)需搭配不同类型的助焊剂,避免助焊剂选择不当导致焊缝氧化或出现夹杂。助焊剂的用量需适中,过多易残留杂质,过少则无法起到良好的助焊效果。
定期对氢氧焊机的电解槽、电极、气体过滤器等部件进行清洁与检查,更换老化的管路与密封件,确保设备长期稳定运行。电解水需使用纯净水或去蒸馏水,避免水中杂质影响电解效率与气体纯度。
焊接完成后,及时清理喷嘴内的残留焊渣,防止喷嘴堵塞影响下次使用。若焊机长期不使用,需排空电解槽内的水,存放于干燥通风的环境中,避免部件受潮损坏。


咨询热线:19566416555